1. Resistencia a la tracción mínima según normas ISO
Esta
es la resistencia a la tracción mínima determinada por ISO. Si una cadena de rodillos no logra la carga de tracción por debajo de este valor, no supera las normas.
2. Resistencia a la tracción mínima según normas de Tsubaki
Este es un valor mínimo determinado por procesos estadísticos en Tsubaki. Si una cadena de rodillos se quiebra a una carga de tracción por debajo de este valor, no supera las normas de Tsubaki. Las normas de Tsubaki son más exigentes que las normas ISO.
3. Resistencia a la tracción promedio según normas de Tsubaki
Esta es una lectura de carga de fractura obtenida después de una prueba durante un largo periodo de resistencia a la tracción real de una gran cantidad de hileras de cadena. Desde luego, cuando una hilera determinada de la cadena de rodillos se quiebra, este valor puede ser más alto o más bajo; por lo tanto, no representa un valor garantizado.

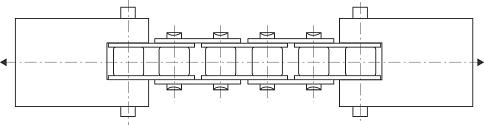
4. Método de prueba de resistencia a la tracción
Como se muestra abajo, una cadena de rodillos con un mínimo de cinco eslabones está fijada en ambos extremos por horquillas y se tensionan hasta que se produce el quiebre. El tipo de quiebre se puede usar para determinar la causa de la rotura de la cadena.
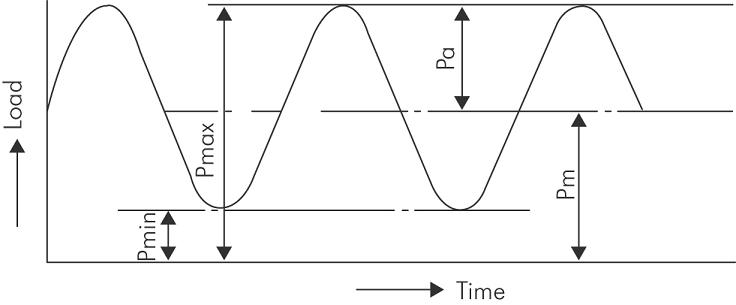
5. Carga máxima permitida
La Carga Máxima Permitida (M.A.L. Maximun Allowable Load, por sus siglas en inglés)
de una cadena de rodillos (no incluye la cadena de acero inoxidable ni la cadena de plástico técnico) es el valor que proviene del límite de fatiga más bajo. Cuando se aplica repetitivamente una carga menor que este valor a una cadena de rodillos, nunca se producirá una falla por fatiga.
La M.A.L. de Tsubaki se determina después de 10 millones de cargas repetitivas en lugar de las 3 millones de cargas repetitivas de la norma europea.
La carga máxima permitida de la cadena de acero inoxidable y de la cadena de plástico técnico se determina por la presión en la superficie entre los pernos y los bujes.
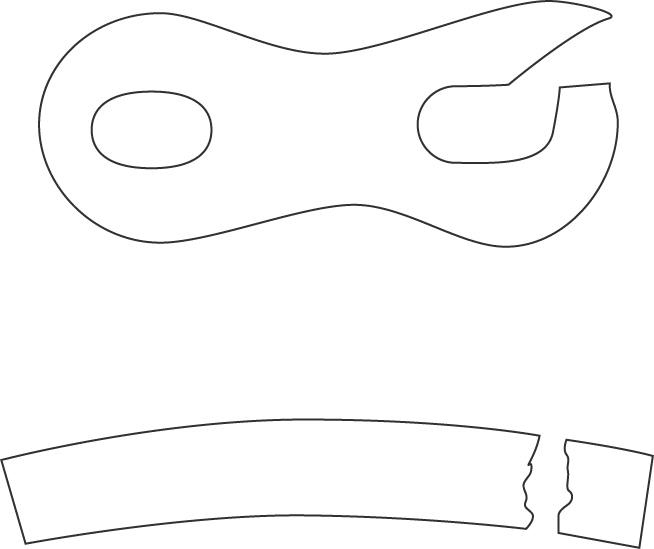
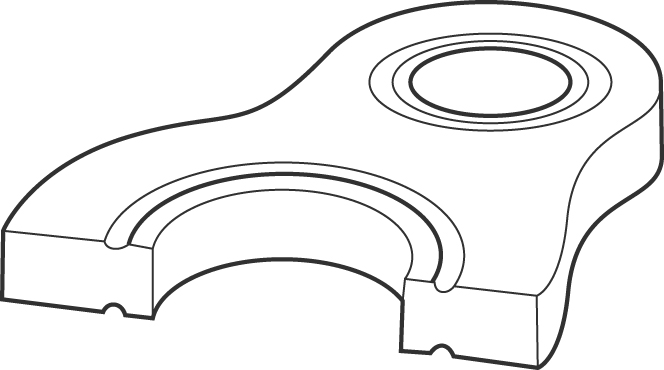
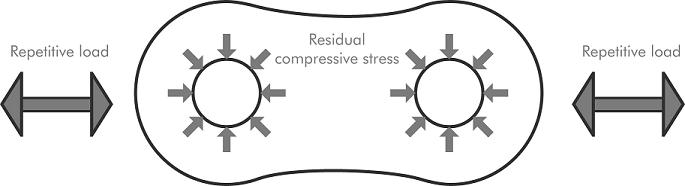
6. Proceso de forjado toroidal
Para el montaje sencillo, el perno y la placa eslabón de un eslabón de conexión son de ajuste deslizable. En general, este tipo de eslabones de conexión presentan una resistencia a la fatiga un 20 % menor al de la cadena en sí. Sin embargo, Tsubaki desarrolló un proceso especial para eliminar esa pérdida de resistencia a la fatiga y aún así satisfacer las necesidades del cliente para un sencillo montaje: el proceso patentado de forjado toroidal.
Al utilizar el proceso patentado de forjado toroidal, Tsubaki genera una deformación en frío alrededor del orificio del perno de la placa eslabón de conexión. Esto da como resultado un esfuerzo residual alrededor del orificio del perno y, por lo tanto, le añade resistencia. Al utilizar este proceso, la capacidad de transmisión se vuelve a aumentar al 100 %.
Tsubaki usa este proceso patentado de forjado toroidal para todos los eslabones de conexión de ajuste deslizable.
Para condiciones severas, Tsubaki ha desarrollado la serie de cadenas para trabajo pesado. Estas cadenas vienen con equipamiento estándar y eslabones de conexión de ajuste a presión. La instalación es más complicada que en el caso de los eslabones de conexión estándar.
7. Proceso de desplazamiento de bola

El desplazamiento de bola es el proceso de presionar un bola de acero endurecido a través de un orificio en una placa de acero previamente endurecido. El objetivo de este proceso es crear la deformación local del plástico y añadir, de manera eficaz, esfuerzo compresivo a las paredes del orificio. Además, el proceso genera orificios precisamente controlados para un ajuste a presión óptimo. En conjunto, esto lleva a una longevidad a la fatiga mejorada considerablemente (hasta un 30%).
8. Proceso de granallado
El granallado es un proceso que se usa para producir una capa de esfuerzo residual compresivo y modificar las propiedades mecánicas de los metales. Eso significa impactar en una superficie con disparos (partículas cerámicas o metálicas redondas) con la fuerza suficiente para deformar el plástico. En Tsubaki se granallan todas las piezas básicas de una cadena (excepto los pernos).
 El granallado aumenta la resistencia a:
El granallado aumenta la resistencia a:
9. Proceso de Pre-Carga
Después del ensamblado de una cadena, Tsubaki siempre aplica la carga inicial, denominada precarga. La fuerza de precarga se aproxima a la carga máxima permitida recomendada y se aplica para asentar los diversos componentes de la cadena, tales como pernos, bujes y placas eslabones. El beneficio de esta precarga es que minimiza el alargamiento inicial. La minimización de este alargamiento inicial aumenta la vida de servicio de la cadena. Por ello, la precarga es muy importante.
